



Cerințele de implementare a unor standarde mai stricte privind emisiile vehiculelor și consumul de combustibil au determinat ca întreaga industrie de automobile să depună eforturi pentru a îndeplini aceste îmbunătățiri.Pentru a reduce consumul de combustibil și emisiile de evacuare, metoda tradițională a fost reducerea greutății automobilului.Deci blocul cilindri din aliaj de aluminiu în loc de fontă a evoluat într-o tendință de dezvoltare.În plus, eficiența de ardere a motorului poate fi îmbunătățită remarcabil prin reducerea frecării din interiorul motorului.Prin urmare, o nouă tehnologie a motorului de mașină de „Cylinder Liner mai puțin” a atras atenția multor producători de mașini.
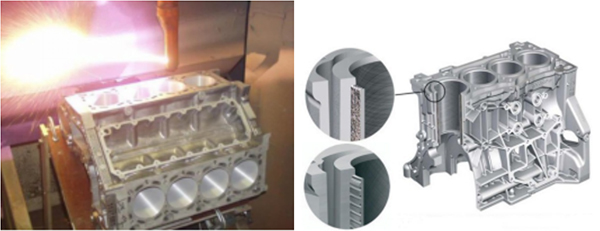
Tehnologia fără căptușeală de cilindru a motorului (motoarelor) auto a fost realizată prin introducerea tehnologiei de pulverizare termică.Aplicarea pulverizării termice se realizează în timpul procesului de producție a blocului motor.Spray-ul este aplicat pe suprafața alezajelor cilindrilor motorului din aluminiu pretratat.Spray-ul adaugă un strat rezistent la uzură de acoperire din aliaj cu conținut scăzut de carbon pentru a înlocui căptușeala cilindrului tradițional din fontă.Prelucrarea blocurilor de cilindri fără căptușeli include următoarele componente și aplicații generale ale sistemului:
● turnarea
● prelucrarea brută a blocului cilindric
● texturarea-desgroșarea alezajului cilindrului
● preîncălzirea suprafeţei
● pulverizare termică
● finisare prelucrare
● finisare șlefuirea
Procesele cheie ale tehnologiei cylinder less liner se realizează pe suprafețele coaxiale (doi cilindri ale căror suprafețe cilindrice constau din liniile care trec prin cercuri concentrice într-un plan dat și sunt perpendiculare pe acest plan) prin degroșarea suprafeței cilindrului.Aceasta se realizează prin:
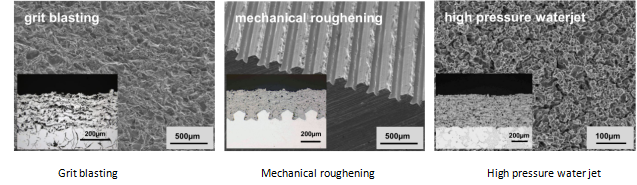
Scopul rugozării suprafeței este necesar pentru a crește suprafața pentru a forma o structură de suprafață care să permită acoperirii să fie lipită mecanic de suprafața substratului, să mărească forța mecanică de mușcătură a acoperirii la substrat și să activeze și să îmbunătățească în continuare suprafața. Rezistența materialului de legare.Asgroparea suprafetei se face intr-o varietate de moduri, cum ar fi sablare, degrosare mecanica si degrosare cu jet de apa la presiune inalta.Sablarea este cel mai frecvent utilizat tratament de rugosire și se aplică la toate suprafețele metalice.
Suprafețele metalice pot fi ulterior curățate, rugoase și devin foarte reactive după sablare.Această suprafață rugoasă este apoi curățată cu aer uscat de înaltă presiune, fără ulei, înainte de aplicarea procesului de pulverizare.
Degroșarea (activare la suprafață) se poate face și prin utilizarea unei mașini.Și există procese prin care suprafața de aluminiu este modelată într-un anumit contur.Acest lucru se realizează prin utilizarea unui centru de prelucrare cu o singură axă și utilizarea sculelor de tăiere introduse.Aceasta este o procesare unică pentru a completa caracteristicile într-o abordare rentabilă.În cazul cilindrului mai vechi din fontă foarte abraziv, a fost creată uzura excesivă a sculei, făcând adesea acest lucru inacceptabil din punct de vedere economic.
Asperizarea cu jet de apă la presiune înaltă este aplicabilă numai cilindrului de aluminiu și nu se aplică cilindrului din fontă.Procesul cu jet de apă nu utilizează abrazivi scumpi.Cu toate acestea, utilizarea directă a jetului de lichid pe suprafața substratului se realizează numai atunci când suprafața este uscată.Și chiar și atunci valoarea rugozității suprafeței este relativ scăzută în comparație cu alte procese.
Asgroparea suprafeței ca proces cheie în tehnologia fără cilindru afectează în mod direct rezistența de lipire și proprietățile de acoperire ale acoperirii.Prin urmare, este esențial să se acorde atenție procesului de asperizare a suprafeței în utilizarea tehnologiei blocului cilindric fără cilindri.Selectarea metodei adecvate de degroșare este esențială pentru a obține cea mai bună activare a suprafeței și a eficienței producției.
Ora postării: 26-mai-2021



